アルミ加工事業アルミニウム溶接
官公庁等の各種顧客要求事項、及びISO901認定基準に則り、日々の作業を行っております。
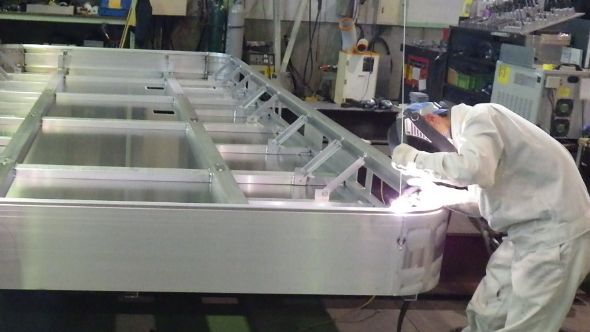
主にアルミ函体のR(アール)部分や骨組部分の溶接作業を行っています。
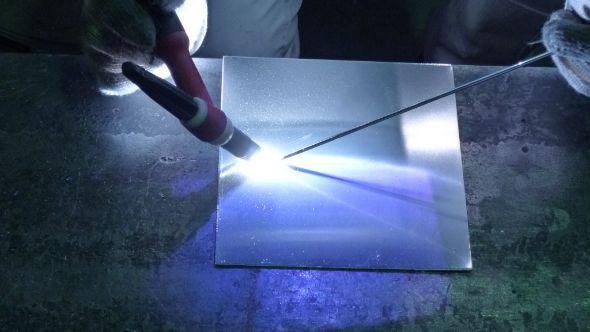
1.ティグ溶接
特徴
溶融溶接法の一種で、電極と母材との間にアークを発生させることにより生じた熱により溶接棒を溶かし、アルミ材同士を接合する溶接方法です。
溶接跡がうろこ状になり、見た目にもきれいに仕上がります。
2.ミグ溶接
特徴
溶融溶接法の一種で、自動送給されたワイヤーと母材との間にアークを発生させることにより生じた熱により、母材とワイヤーとを溶融して接合する方法です。
外観処理のため、溶接後に別途仕上が必要となります。

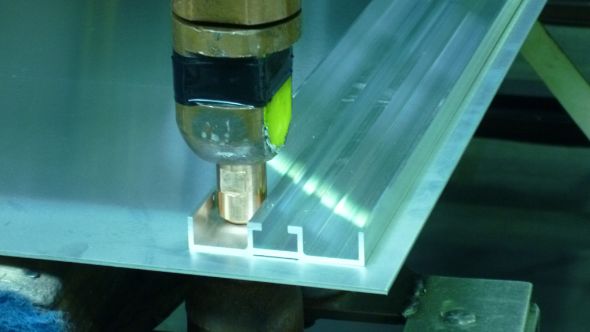
スポット溶接
主に切断加工したアルミ板とリブとの溶接作業を行っています。
特徴
抵抗溶接の一種で、接合したい部材同士を2本の電極ではさみ、通電による抵抗熱により点溶接する方法です。
※大型板を使用した溶接も可能です。
・縦寸 = 片面1200mm(機械奥行)まで溶接可
・横巾 = 2000mm巾まで溶接可
・スポット間隔 = 通常200mm


製品、施工、アルミ加工等、各種
お気軽にお問い合わせください。
- 総合窓口
【標識・道路施設事業/アルミ加工事業/建築関連事業/鉄道関連事業】 - 087-898-6110
【受付時間】8:30~17:00
(土日祝・年末年始除く)